欢迎进入盐城大丰科锐达机床设备有限公司网站
全国服务热线
0515-83902727/13505112539

数控磨床砂轮的检查、安装、平衡和修整
时间: 2019-11-25 15:47
浏览次数:
1)砂轮在高速运转下工作,安装前先作外观检查,再敲击听其响声判断砂轮是否有裂纹,以防止高速旋转时砂轮破裂。安装砂轮时,砂轮内孔与砂轮轴配合间隙要适当,过松会使砂轮旋
1)砂轮在高速运转下工作,安装前先作外观检查,再敲击听其响声判断砂轮是否有裂纹,以防止高速旋转时砂轮破裂。安装砂轮时,砂轮内孔与砂轮轴配合间隙要适当,过松会使砂轮旋转时偏向一边而产生振动, 过紧则磨削时受热膨胀易将砂轮胀裂,一般配合间隙为0.1 ~ 0.8mm 。砂轮用法兰盘与螺母紧固,在砂轮与法兰盘之间垫以 0.3~ 3mm 厚的皮革或耐油橡胶制垫片,如图(一)所示。
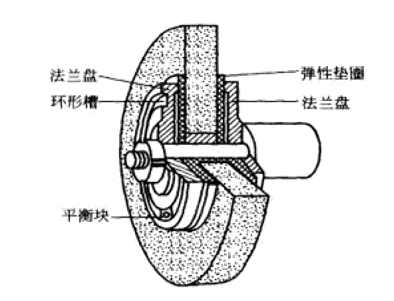
图(一)砂轮安装
2)为使砂轮工作时平稳, 不发生振动, 一般直径在 250mm 以上的砂轮都要进行静平衡调整。先将砂轮装在心轴上, 再放在平衡架导轨上。 如果不平衡, 较重的部分总是转到下面,这时可移动法兰盘端面环形槽内的平衡块进行平衡, 直到砂轮在导轨上任意位置都能静止时为止 ,如图(二)所示。
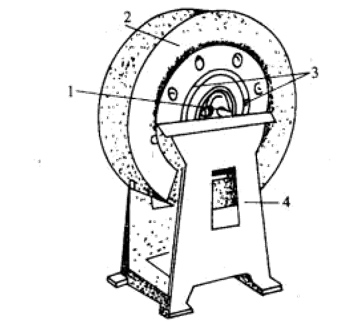
图(三)砂轮静平衡
3 )砂轮常用金刚石笔进行修整,如图(三) 所示。
金刚石笔与水平面的安装倾角一般取10 °左右, 与端面的倾角一般取20°~ 30°,且低于砂轮中心1~2mm,以减少振动,避免金刚石笔嵌人砂轮。修整砂轮时要用大量的冷却液,以冲掉脱落的碎粒,也可以避免金刚石笔因温度剧升而破裂。
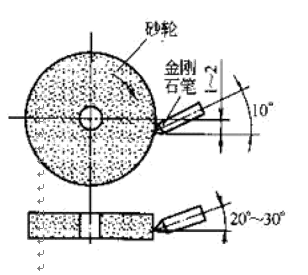
图(三)砂轮修整
3)砂轮操作练习
1)识别各种类型的砂轮。
2)对平行砂轮进行静平衡调整。
3)练习平行砂轮的安装和拆卸。
(4)砂轮的静平衡调整
1)砂轮进行静平衡前,必须把砂轮法兰盘内孔、环形槽内、平衡块、平衡心轴和平衡架导轨等擦干净。
2)平衡架的两根圆柱导轨应校正到水平位置,砂轮进行静平衡试验时,平衡心轴轴线应与平衡架导轨轴线保持垂直。
3)不断调整平衡块, 如果将砂轮转到任意位置时, 砂轮都能停住, 则砂轮的静平衡完毕。
4)安装新砂轮时,砂轮要进行两次静平衡试验。
次粗平衡后装到磨床上,使用金刚石刀修整砂轮外圆和端面,卸下后再进行第二次精平衡。
(5)砂轮的安装和拆卸
1)安装砂轮前,核对所选砂轮的性能、形状和尺寸,检查砂轮是否有裂纹。
2)砂轮孔与砂轮轴或法兰盘间应有一定的间隙,以免磨削时主轴受热膨胀而把砂轮胀裂。
3)用法兰盘装夹砂轮时,两法兰盘直径必须相等,其尺寸一般为砂轮直径的一半,不得小于砂轮直径的 1/3。
4)紧固砂轮法兰盘时,螺母不能拧得太紧,以防把砂轮压碎。
5)拆装砂轮时,要注意螺母旋松的方向,不能搞错,以防把砂轮压碎。在磨床上顺着砂轮旋转的方向扳动,是把螺母旋松;反之,旋紧。
上一篇:平面磨床砂轮 *详细解读
下一篇:平面磨床磨削液用途
Copyright 盐城大丰科锐达机床设备有限公司 版权所有 苏ICP备11075014号-1
全国服务电话:0515-83902727/13505112539 传真:0515-83912727
公司地址:盐城市大丰区共建东路1号 友链互换QQ:385761848
 在线客服
在线客服