欢迎进入盐城大丰科锐达机床设备有限公司网站
全国服务热线
0515-83902727/13505112539

平面磨床砂轮 *详细解读
时间: 2019-11-25 09:20
浏览次数:
砂轮是由许多极硬的颗粒经过粘接而成的具有一定几何形状的多孔体。砂轮表面上的多棱多角的坚硬颗粒称为磨料,起着切削作用。 把磨料粘接在一起的粘接材料叫做结合剂。磨料和结
砂轮是由许多极硬的颗粒经过粘接而成的具有一定几何形状的多孔体。砂轮表面上的多棱多角的坚硬颗粒称为磨料,起着切削作用。 把磨料粘接在一起的粘接材料叫做结合剂。磨料和结合剂之间有许多空隙,起着散热和容纳磨屑的作用。磨料、结合剂和空隙构成砂轮结构的三要素。
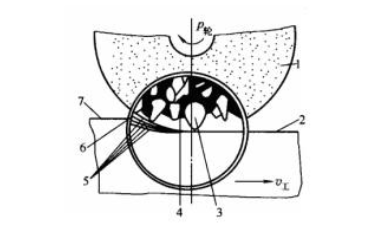
图 砂轮的组成
1 砂轮 2 已加工表面 3 磨粒 4 结合剂 5 切削表面 6 空隙 7 待加工表面
在磨削过程中, 锋利的磨粒会因磨损而变钝,受到磨削力的作用而脱落,露出新的锋利的磨粒。钝化的磨粒自行崩碎或脱落,又露出新的、锋利的磨粒, 使砂轮保持原来的切削性能,砂轮的这种性能称砂轮的自锐性。磨粒的微刃分布在砂轮圆周上,基准圆远近不等,称为砂轮的微刃不等高性。经金刚石修整后,可改善其不等高性。
(1)砂轮的标志、特性与选用
砂轮标志是用符号和数字表示该砂轮的特性,标在砂轮的非工作表面上。例如:
P 300 x 40 x 127 WA 46 K 5 V 30
形状 外径 厚度 孔径 磨料 粒度 硬度 组织号 结合剂 允许的磨削速度
砂轮特性包括磨粒、粒度、结合剂、硬度、组织、形状和尺寸等。每种砂轮根据其本身的特性都有一定的适用范围, 应根据工件的材料、 热处理方法以及形状和尺寸等选用合适的砂轮。
1)磨料 磨料是砂轮的主要原料,直接担负着切削工作。磨削时,磨料在高温工作条件下要经受剧烈的摩擦和挤压, 所以磨料应具有很高的硬度、 耐热性及一定的韧性。 常用的磨料有两类
① 刚玉类 主要成分是Al 2O3,韧性较好,适用于磨削钢材等塑性材料。其代号有A—棕刚玉; WA—白刚玉。
② 碳化物类它的硬度比刚玉类高,磨粒锋利,导热性好,适用于磨削铸铁及硬质合金刀具等脆性材料。其代号有: C—黑碳化硅; GC—绿碳化硅。
2)粒度 是指磨料颗粒的大小。粒度号数字越大,颗粒越小。粗磨时,选择较粗的磨粒,可以提高生产率;精磨时,选择较细的磨粒,可以减小表面粗糙度。
3)结合剂 砂轮中,将磨粒黏结成具有一定强度和形状的物质称作结合剂。砂轮的强度、抗冲击性、 耐热性及耐蚀性能主要取决于结合剂的性能。常用的结合剂有: 陶瓷结合剂、树脂结合剂和橡胶结合剂。
4)硬度 砂轮的硬度和磨料的硬度是两个不同的概念。砂轮的硬度是指砂轮表面的磨粒在外力作用下脱落的难易程度。磨粒容易脱落称为软砂轮,反之称为硬砂轮。通常加工硬材料时,选用较软砂轮;加工软材料时,选用较硬砂轮。
5)组织 砂轮的组织是指砂轮中磨料、结合剂、气孔三者体积的比例关系。砂轮的组织号数是以磨料所占百分比来确定的, 即磨料所占的体积愈大, 砂轮的组织愈紧密, 砂轮组织号数愈小。
6)形状与尺寸根据机床类型和磨削加工的需要,砂轮可制成各种标准形状和尺寸,
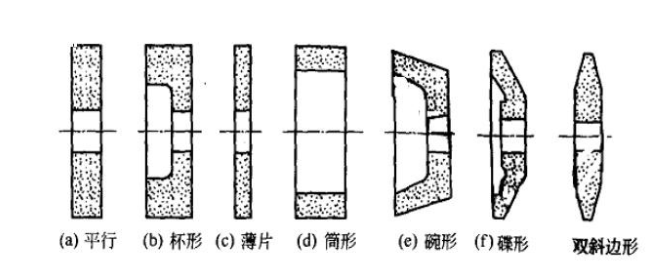
图 砂轮的形状
平行砂轮:用于磨削外圆、内圆、平面。
杯形砂轮:用于磨削平面、内圆及刃磨刀具。
薄片砂轮:用于切断和开槽。
筒形砂轮:用于立轴端面平磨。
碗形砂轮:用于刃磨刀具及导轨磨削
碟形砂轮:用于磨削铣刀、铰刀、拉刀及齿轮齿形。
上一篇:磨床砂轮的构成详解
Copyright 盐城大丰科锐达机床设备有限公司 版权所有 苏ICP备11075014号-1
全国服务电话:0515-83902727/13505112539 传真:0515-83912727
公司地址:盐城市大丰区共建东路1号 友链互换QQ:385761848
 在线客服
在线客服